Время работы
Пн-Пт: С 9:00 до 17:00
Сб: С 10:00 до 17:00
Вс: выходной






Самодельная фурнитура для откатных ворот (комплектующие)
Замена самодельной на заводскую своими руками
В обзоре рассмотрим подробно, какие элементы обязательно необходимы для нормальной работы откатных ворот. Отталкиваясь от этого можно будет судить, что действительно реально изготовить самостоятельно и как это лучше сделать. Также обсудим, почему стоит купить комплект для откатных ворот от производителя и возможности заменить самодельные элементы на заводские на уже существующих воротах при желании.

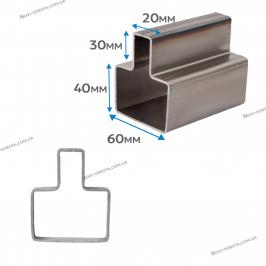
Для начала следует внимательно рассмотреть строение откатной конструкции на фото ниже. Там как раз перечислены основные комплектующие, за счет которых удерживаются и перемещаются ворота.
Направляющий рельс
Откатные ворота имеют консольную конструкцию. Снизу к створке необходимо приварить направляющий рельс – профильную балку, внутрь которой в дальнейшем заводятся роликовые опоры. Таким образом рельс (а значит и створка) сможет катиться по роликам из стороны в сторону.
В проезде ворота двигаться будут словно на весу, опираясь на продолжение створки (хвостовую часть) и ролики. Поэтому сам рельс берется длиной в 1,5 ширины воротного проема. Нагрузка при этом будет не только от веса ворот, но и от давления свободного края створки (своеобразный рычаг), так что необходимо обеспечить достаточную прочность роликов и рельса.
При самостоятельном изготовлении рельса берут квадратную трубу, в основном выбирают со стороной 60, 80 или 100 мм. Стоит заметить, что с воротами весом до 300 кг следует приобретать трубу со стенками толщиной от 3,5 мм, а при более тяжелой створке или проеме шире 5 м нужна уже труба толщиной 5 мм. По длине такая направляющая труба будет во всю длину створки с хвостовиком – нижняя труба рамы приваривается к рельсу сверху. А вот для того, чтобы рельс был способен двигаться по роликам, снизу трубы придется делать специальный вырез. Можно болгаркой.
Такой способ изготовления нарушает изначальную целостность трубы. В связи с этим со временем может возникать деформация рельса, створка начинает подклинивать, требовать повышенных усилий для перемещения. Деформации и искривления могут появиться уже на стадии выполнения выреза в стенке вследствие нагрева металла в ходе работ.
Заводское производство позволяет придать направляющей особую форму в поперечном сечении, чтобы максимально подстроиться под взаимодействие с роликами. Большинство изготовителей рельс выполняет из стали с высоким содержанием углерода, что предотвращает возникновение деформаций от нагрузок. Важно, чтобы внутренняя поверхность элемента была гладкой, без окалин, раковин и прочих дефектов, приводящих к подклиниванию ворот.
Некоторые производители предлагают направляющие только из черной стали, а другие изготавливают еще и оцинкованные. Второй вариант, естественно, дороже, но при этом срок службы рельса будет увеличенным. Это связано с тем, что если наружную сторону можно прогрунтовать и покрасить, защитив от коррозии, то обработать вручную внутреннюю так просто не получится.
Используются в основном направляющие двух стандартов. Обычная (малая) рассчитана на створки до 300 кг весом (или 400-500 кг общей нагрузки), а для более тяжелых или длинных ворот на проемы от 5 м идет уже увеличенная (большая) балка.
Направляющий рельс крепят к нижней трубе несущего каркаса. При этом сваривание производится прихватками, а не сплошным швом. Обычный шаг – шов по 15-20 мм через каждые 700 мм, причем с обеих сторон и так, чтобы получался шахматный порядок.
Сплошной сварочный шов запрещен, так как вызывает деформацию рельса.
Роликовые опоры
Роликовые каретки поставляются парой. Устанавливают их на подготовленный фундамент с закладной, причем по разные стороны швеллера. Стараются, чтобы дистанция было максимально возможной, тогда плечо створки будет меньше, а значит, снизится нагрузка на каретки и рельс.
Создание роликовой опоры своими руками потребует наличия листовой стали толщиной от 10 мм и выше, а также 16 подшипников (по 8 на каждую каретку) и оси для них.
Дешевые подшипники китайского производства долго не протянут, а вот более дорогие скорее всего оправдают надежды. По размеру подшипники подбираются под выбранную в качестве рельса трубу, чтобы могли легко ходить внутри нее, но не болтаться. Важно, чтобы пыльники подшипников были металлорезиновыми, а не просто металлическими, так как потребуется защита шарикового механизма не только от пыли, но и от влаги. Согласитесь, что атмосферные осадки и близость к земле (роса, брызги, сырость) способны вызывать коррозию металла, а из-за этого элементы просто станут непригодными к работе.
Металл опоры также должен быть защищен от коррозии. Цинкование в бытовых условиях выполнить вряд ли удастся, но можно хорошо прогрунтовать и покрасить в несколько слоев. В дальнейшем надо будет регулярно контролировать состояние такого покрытия, так как защиту на 100%, тем более надолго оно обеспечить не может.
Изготовленные на заводе роликовые опоры бывают различными. На рынке можно встретить каретки с металлическими и с полимерными обоймами подшипников.
Рекомендуется приобретать металлические ролики. Полимеры требовательны к соблюдению температурного режима, а разрешенный диапазон обычно задается в пределах от -20°С до +50°С. Выход за эти рамки приводит к поломке полимеров или потере формы.
У заводских кареток верхняя часть подвижна относительно основания. Это сделано для того, чтобы ролики могли немного наклоняться в сторону движения створки. Нагрузка оптимально распределяется, ход ворот становится более легким и плавным, а также снижается износ самих кареток.
Плюсом заводских опор можно считать и оцинкованную поверхность, надежно оберегающую данные элементы от разрушительного воздействия влаги.
Устанавливать роликовые опоры заводского производства можно двумя способами:
- на регулировочные пластины
- без них
При отказе от регулировочных пластин, роликовые опоры будут приварены непосредственно к швеллеру, забетонированному в фундамент. Изначально основания элементов лишь прихватываются сваркой, оставляя возможность скорректировать их положение, если движение окажется затрудненным. Принцип следующий: прихватили опоры, проверили легкость движения, если недостаточно хорошо идут, то срезали и переставили ролики и снова проверили работоспособность. Когда добьетесь перемещения ворот без лишних усилий, тогда основания роликов можно обварить окончательно.
Установка на регулировочные пластины изначально похожа на монтаж без них. Отличием является то, что к швеллеру будет приварена не сама опора, а пластина, а каретки крепятся к последней с помощью шпилек и гаек. Использование регулировочной пластины позволяет в дальнейшем изменять высоту расположения роликов простым вращением гаек, чтобы добиться идеального хода ворот, особенно после возможного проседания фундамента на неустойчивых почвах.
Важно! Ролики не должны болтаться в трубе. Зазор между стенкой рельса и роликами допустим в пределах 1-2 мм, иначе створка будет клевать, то есть свободный край окажется ниже полочки уловителя, не позволяя закрыть ворота полностью.
Верхняя направляющая пластина
Данный элемент поддерживает створку за верхний край, выполняя несколько задач: удерживает ворота от падения, поддерживает строго вертикальное положение и направляет движение по прямой в сторону уловителей.
При самостоятельном изготовлении верхней поддержки есть где развернуться фантазии «умельцев». Примером может послужить конструкция с фотографии:
В заводских условиях выполняется верхняя пластина с парными роликами. Делают элементы с 2-мя или 4-мя роликами для легких и более тяжелых ворот соответственно. Для того, чтобы пластина сумела справиться с предстоящими нагрузками и не разогнуться, желательно выполнять ее из стали порядка 4 мм толщиной.
Сами ролики от разных производителей могут идти с пластиковой или резиновой поверхностью. Пластик может царапать створку, так что резина все же предпочтительнее.
Монтаж заводской верхней пластины производится на нащельнике ближайшей к кареткам воротной опоры. Чтобы не увеличивать дистанцию от столба до створки, а максимально прижать ее к столбу, один из роликов частично заводится внутрь нащельника в предварительно выполненный вырез размером 60*40 мм.
Край самой пластины заводится между столбом и нащельником и приваривается.
Створка ставится на свое место (каретки заводятся в рельс) и пропускается верхним срезом между роликами поддерживающей пластины. Ролики подгоняют согласно толщине рамы, передвинув болты в продолговатых пазах пластины и не забывая убедиться в вертикальности створки.
Нижний уловитель
Элемент необходим для перераспределения нагрузки при запертых воротах. Перемещается створка на весу, но удерживать ее так постоянно недопустимо – ролики с рельсом быстро выйдут из строя. Поэтому свободный край при закрытых воротах обязательно должен опереться о полочку уловителя.
Для создания нижнего улавливателя подойдут пара отрезков уголка и пластина из металла не тоньше 3мм, которые свариваются между собой. Менее крепкий элемент может разрушиться или деформироваться.
Нижний уловитель заводского производства снабжен лепестками – отгибами для гарантированного попадания ворот в улавливатель при ветре или наличии незначительного люфта.
Крепят данный элемент на дальний от роликов нащельник при помощи сварки.
Важно выдержать правильную высоту, чтобы створка заезжала на полочку с подъемом данного края на 3-4 мм.
Нижний концевой ролик
Данное колесико необходимо для плавного закатывания створки в уловитель.
Сам ролик и его конструкция могут быть любыми, удобными для изготовления. Важно лишь продумать систему крепления элемента к рельсу створки.
Заводские концевые ролики могут быть с колесом из металла или пластика. В принципе, для легких ворот до 300 кг весом полимера вполне достаточно.
С более тяжелыми створками от 300 кг необходим металлический ролик.
Не редко современные элементы снабжаются стальной пластиной перед роликом. Такое дополнение заменяет переднюю заглушку для торца рельса, тогда резиновая заглушка в комплекте будет лишь одна, для заднего среза направляющей.
Концевой ролик крепится непосредственно в направляющую рядом с торцом. Заводской элемент фиксируется пластиной и парой болтов.
Концевой ролик закатывает створку на полочку уловителя, составляя вместе с ним третью точку опоры для конструкции. Это позволяет разгрузить роликовые опоры.
Верхний уловитель
Данный элемент фиксирует створку при закрытых воротах. Если его не установить, то ворота будут греметь, а периодическое давление на створку (в том числе и ветра) сможет приводить к деформации.
Для изготовления верхнего улавливателя можно взять просто отрезок гнутого швеллера, можно сварить пару уголков или согнуть полосу длиной 6-10 см. Металл необходим как минимум 4 мм толщины.
Произведенный на заводе верхний уловитель выполнен в виде П-образной скобы с теми же лепестками-отгибами. Такая форма позволяет створке попасть на свое место даже при наличии люфта.
Верхний уловитель приваривают к тому же нащельнику, что и нижний.
Крепить его можно после всех остальных элементов.
Не все производители включают верхний улавливатель в базовый комплект, предлагая приобретать его отдельно. При выборе подходящего набора стоит убедиться в полноте комплектации.
Заглушки
Данные элементы закрывают торцы рельса от снега, грязи и излишней влаги.
Когда изготавливают заглушки самостоятельно, то чаще всего берут просто пластины из листовой стали 1-2 мм толщиной, изготавливают детали по размерам сечения направляющей и заваривают с их помощью торцы.
Заглушки заводского производства в основном выполняются из резины и являются съемными благодаря гофрированной части, за счет которой удерживаются в профиле.
Устанавливаются заглушки с обеих сторон рельса вручную. При наличии стальной пластины на концевом ролике потребуется лишь один резиновый элемент для противоположного края.
Преимущества заводского комплекта фурнитуры перед самодельным
Относительно недавно фурнитура заводского производства стоила слишком дорого, чтобы ее мог позволить себе любой желающий. Готовые комплекты завозились из-за рубежа по 300-400 долларов, а еще монтаж оплатить надо было. В связи с этим некоторые мастера приспособились изготавливать комплектующие самостоятельно, что было очень востребовано на тот момент.
Для создания роликовых опор необходим был токарь, который смог бы обточить подшипники как следует. Вместо направляющего профиля использовалась квадратная труба со сделанным болгаркой разрезом на одной из граней. Но все равно самодельный комплект стоил порядка 150-200 долларов.
Сейчас заказывать самопальную фурнитуру стало просто не выгодно, так как заводские комплекты отечественного производства окажутся едва ли не дешевле, но при этом выше качеством.
С заводскими комплектующими ворота работают не в пример лучше, так как рельс и каретки изначально производятся максимально подогнанными друг под друга. В готовом комплекте все просчитано, выверено и проверено временем. Створка гарантированно будет ходить легко, без лишнего грохота и заеданий. Прослужат ворота также намного дольше конструкции на самодельных элементах.
На практике проверено, что мало кто сумел сделать «на коленке» действительно качественные роликовые опоры. В большинстве же случаев получались недолговечные комплектующие, вызывающие частые поломки.
Преимущества комплектов заводского производства:
- Точная геометрия всех элементов, которой в самодельных наборах добиться невозможно.
- Качественная оцинковка всех элементов. Самодельные комплектующие такой защиты не получают, поэтому риск появления ржавчины и снижения прочности очень велик.
- Высокая прочность направляющего профиля, устойчивость к деформации (при соблюдении правил монтажа). Обычная квадратная труба держать геометрию на должном уровне не может, прочность снижается уже при разрезе стенки, а геометрия «плывет» под нагрузкой.
- Заводские роликовые опоры проще выставляются в правильное положение, особенно при наличии регулировочных пластин.
- Подвижность верхней части роликовых опор снижает износ самих кареток.
- Поддерживающая пластина позволяет легко подстроить ролики согласно толщине створки, так что никаких люфтов при движении ворот наблюдаться не будет.
- Готовый комплект фурнитуры хорошего качества обеспечит легкое скольжение створки. Особенно важно это для ворот, которые будут автоматизироваться – приводы не рассчитаны работать с перегрузками со стороны некачественной механики ворот.
Замена самодельной фурнитуры заводским комплектом на готовых воротах
Случай из практики. Специалистов нашей компании вызвал для консультации клиент, который установил нашу автоматику. При перемещении створки привод сильно нагревался, а причину этого самостоятельно установить он не смог.
Уже при визуальном осмотре стало ясно, что причина в несоответствии самодельной фурнитуры даже самым основным требованиям. Рекомендацией мастеров стала замена кустарной фурнитуры на заводскую, подобран комплект отечественного производителя «Світ Воріттм». Ход работ по замене вкратце описан ниже.
Демонтаж створки. Были удалены заглушки и вынут концевой ролик. Створка открылась полностью и была снята с роликовых опор. Ворота разместили на ровной поверхности. Болгаркой были срезаны сварочные швы, которыми была приварена квадратная труба-рельс к раме створки.
Фото, размещенное ниже, показывает одну из причин, которые вызывали заклинивание ворот и перегрев привода.
Этот очень ржавый и деформированный рельс принято было заменить заводским рельсом харьковского производства. Благодаря использованию стали с высоким содержанием углерода, такой элемент должен гораздо лучше противостоять нагрузкам и не терять геометрию.
На данной направляющей снизу временно приварили две «ножки» - отрезки металлопрофиля по 60 см длиной. Такой подход позволяет сразу выставить створку вертикально и приваривать к рельсу с обеих сторон без переворачиваний ворот и риска получить перекосы.
Створка была установлена сверху на этот рельс, после чего нижнюю трубу каркаса стали соединять с данным основанием.
Крепление выполнялось в виде прихваток сварными швами по 20-30 мм с шагом 700 мм с двух сторон створки, но в шахматном порядке.
Внимание! Сплошной шов выполнять нельзя ни в коем случае, иначе даже самый качественный рельс может «повести», и ворота начнут клинить из-за деформации.
После приваривания рельса к створке с помощью автомобильного герметика был тщательно заделан зазор между направляющей и трубой каркаса. Без данной операции в щель могла бы попасть влага, которая со временем вызвала бы рост ржавчины и разрушение металлоконструкции.
Рельс и нижняя каркасная труба подверглись грунтованию и трехслойному окрашиванию. Это не входило в задачу монтажников, они в это время занимались заменой фурнитуры.
Специалисты демонтировали старые роликовые опоры, уже не способные выполнять свои обязанности дальше.
Их заменили каретками с усиленными подшипниками и металлическими обоймами.
Роликовые опоры разместили на швеллере, подобрав оптимальное положение. Створку поставили на них и убедились в легкости хода. Только после этого основание опор было обварено по периметру для надежного соединения с горячекатанным швеллером, забетонированным в фундамент.
Концевой ролик установили в рельс. Закрепили сваркой на своих местах верхнюю пластину и улавливатели. Поставили заглушку.
Замена фурнитуры с самодельной на заводскую на этом была завершена. После включения автоматики заказчик убедился, что привод перестал греться.
Акция!
Приобретая рекомендованную нашими специалистами фурнитуру, Вы в подарок получите авторскую инструкцию, где пошагово описан порядок изготовления и монтажа откатных ворот.
Кстати, у нас есть статья о самостоятельном монтаже автоматики – логичный следующий шаг после установки откатных ворот.